 Phone:
0086-15531448603
Phone:
0086-15531448603 E-mail:elena@hznuzhuo.com
E-mail:elena@hznuzhuo.com




HANGZHOU NUZHUO TECHNOLOGY GROUP CO.,LTD.





NUZHUO Medicinal Oxygen Plant For Hospital 220Nm3/H Liquid Oxygen Producing Plant For Steel Scrap
O2 output 350m3/h±5%
O2 purity ≥99.6%O2
O2 pressure ~0.034MPa(G)
N2 output 800m3/h±5%
N2 purity ≤10ppmO2
N2 pressure ~0.012 MPa(G)
Product output status(at 0℃,101.325Kpa)
Start pressure 0.65MPa(G)
Continuous operation period between two defrosting times 12months
Start time ~24 Hours
Specific power consumption ~0.64kWh/mO2(not incl. O2 compressor)
PRODUCT SPECIFICATION
|
Model |
KDON-50/50 |
KDON-80/160 |
KDON-180/300 |
KDON-260/500 |
KDON-350/700 |
KDON-550/1000 |
KDON-750/1500 |
KDON-1200/2000/0y |
|
O2 0utput (Nm3/h) |
50 |
80 |
180 |
260 |
350 |
550 |
750 |
1200 |
|
O2 Purity (%O2) |
≥99.6 |
≥99.6 |
≥99.6 |
≥99.6 |
≥99.6 |
≥99.6 |
≥99.6 |
≥99.6 |
|
N2 0utput (Nm3/h) |
50 |
160 |
300 |
500 |
700 |
1000 |
1500 |
2000 |
|
N2 Purity (PPm O2) |
9.5 |
≤10 |
≤10 |
≤10 |
≤10 |
≤10 |
≤10 |
≤10 |
|
Liquid Argon Ouput ( Nm3/h) |
—— |
—— |
—— |
—— |
—— |
—— |
—— |
30 |
|
Liquid Argon Purity ( Ppm O2 + PPm N2) |
—— |
—— |
—— |
—— |
—— |
—— |
—— |
≤1.5ppmO2 + 4 p p mN2 |
|
Liquid Argon Purity ( Ppm O2 + PPm N2) |
—— |
—— |
—— |
—— |
—— |
—— |
—— |
0.2 |
|
Consumption (Kwh/Nm3 O2) |
≤1.3 |
≤0.85 |
≤0.68 |
≤0.68 |
≤0.65 |
≤0.65 |
≤0.63 |
≤0.55 |
|
Occupied Area (m3) |
145 |
150 |
160 |
180 |
250 |
420 |
450 |
800 |
1. Air Compressor : Air is compressed at a low pressure of 5-7 bar (0.5-0.7mpa). It is done by using the latest compressors (Screw/Centrifugal Type).
2. Pre Cooling System : The second stage of the process involves use of a refrigerant for pre-cooling the processed air to temperature around 12 deg C before it enters the purifier.
3. Purification of Air By Purifier : The air enters a purifier, which is made up of twin molecular Sieve driers that function alternatively. The Molecular Sieve separates the carbon dioxide & moisture from the process air before the air reaches at air separation Unit.
4. Cryogenic Cooling of Air By Expander : The air must be cooled to sub zero temperatures for liquefaction. The cryogenic refrigeration and cooling is provided by a highly efficient turbo expander, which cools the air to temperature below -165 to-170 deg C.
5. Separation of Liquid Air into Oxygen and Nitrogen by Air Separation
6. Column : The air that enters the low pressure plate fin type heat exchanger is moisture free, oil free and carbon dioxide free. It is cooled inside the heat exchanger below sub zero temperatures by air expansion process in the expander.
7. It is expected that we achieve a difference delta as low as 2 degree Celsius at the warm end of exchangers. Air gets liquefied when it reaches at the air separation column and is separated into oxygen and nitrogen by the process of rectification.
Liquid Oxygen is Stored in a Liquid Storage Tank : Liquid oxygen is filled in a liquid storage tank that is connected to the liquefier forming an automatic system. A hose pipe is used for taking out liquid oxygen from the tank.
FAQ :
1.How do variations in the inlet air temperature of a Nuzhuo Cryogenic air separation unit have an effect on the cooling capacity?
The refrigeration capacity of the air separation unit mainly depends on the expander, but the lowest temperature of the air separation unit is at the top of the upper tower, which is about - 193 ℃, lower than the outlet temperature of the expander (- 180 ℃).
2.What is the operating principle of the Nuzhuo Cryogenic air separation unit radial plain bearing, how does the oil film oscillation occur and how can it be prevented?
With the development of large-scale air separation plant, the heat transfer area of the main condensing evaporator is also increasing. If the tube type is used, the number of tubes will be more than 20000, which brings great difficulties to the manufacturing. At present, the plate fin type has been completely replaced.
Company Profile
Certificate & NUZHUO

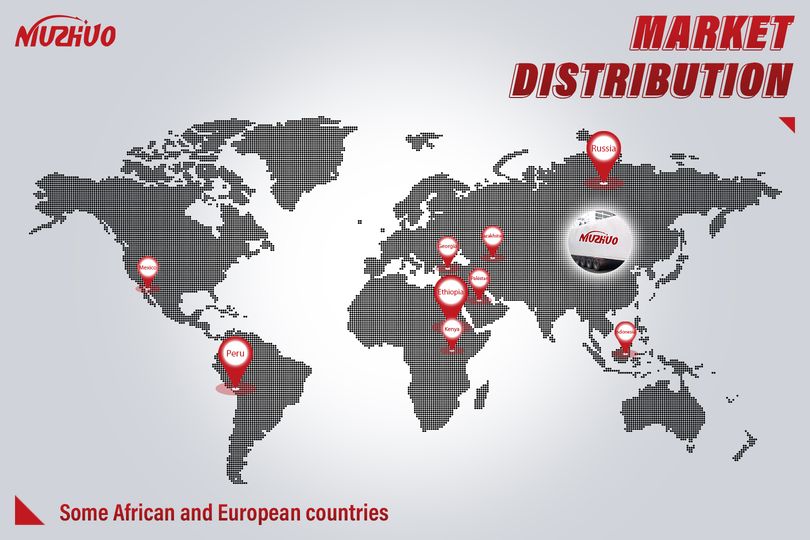
Customers & NUZHUO

Markets & NUZHUO
Q1: Are you a trading company or manufacturer?
Q3: How long is your delivery time?
A: Depending on what type of machine you are purchased. Cryogenic ASU, the delivery time is at least 3 months. Cryogenic liquid plant, the delivery time is at least 5 months. Welcome to have a contact with our salesman: 0086-18069835230, Lyan.ji@hznuzhuo.com
Q4: What is your product quality assurance policy?
Q5: Do you offer OEM/ODM service?
Welcome to have a contact with our salesman: 0086-13516820594, Lowry.Ye@hznuzhuo.comQ6: Does your product used or new? RTS product or customized product?
Product Categories
Focus on providing mong pu solutions for 5 years.
-

NUZHUO Liquid Nitrogen Generator Compact Small ...
-

NUZHUO Liquid Oxygen Production Line Cryogenic ...
-

NUZHUO Plant Generating Oxygen Medical Nitrogen...
-

NUZHUO High Quality Liquid Oxygen Plant Air Sep...
-

NUZHUO Liquid Oxygen Nitrogen Argon Cryogenic S...
-

Industrial Liquid Oxygen Plant Oxgen Generator ...








